快捷导航 Quick navigation
联系我们 Contact Us
- 东莞市吴德剑模具钢有限公司
- 联系人:吴经理
- 手机:13925797923
- 邮箱:yufaisteel@126.com
- 地址:东莞市寮步镇井巷村建新路218号
在线客服 Online Service

扫一扫立即咨询



扫码微信咨询
抖音二维码





第291场直播间网友提问:老师。我现在在冲的1.2厚的镀铝板,不经得冲呢,起毛刺,冲头M35材料,下模DC53。
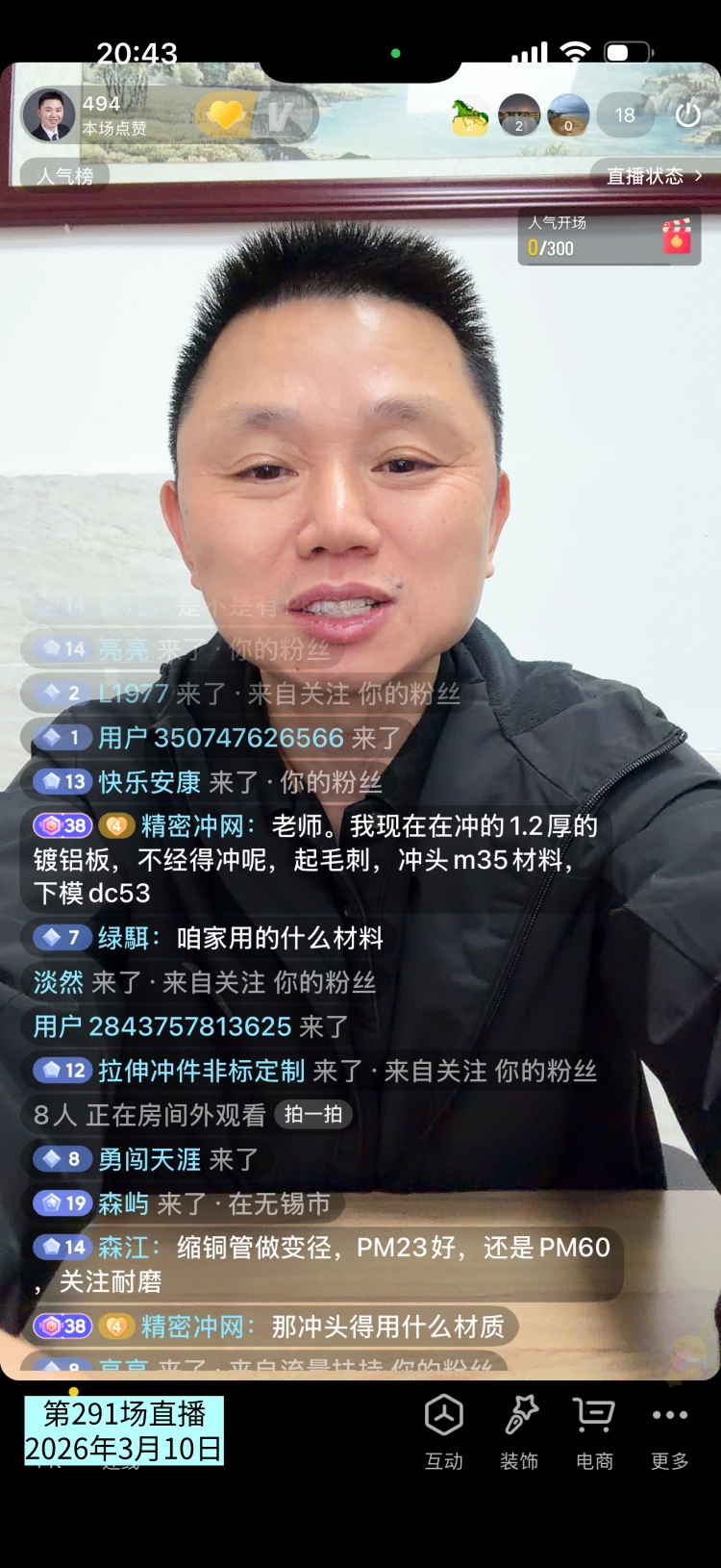
很多冲压人都以为,产品出毛刺,就是耐磨性不够,模具的硬度太低。可实际上,提高硬度也没用,产品还是容易出披锋。这是失效原因判断错误,导致的选材错误。
冲1.2厚的镀铝板,铝材很软的,不应该这么快磨损的,而且他的冲头已经用上M35这款含钴5.0%的高速钢,硬度63-65HRC,下模用DC53,硬度60-62HRC,这个用料搭配,耐磨性已经相当相当好了,可还是不经冲,容易起毛刺,说明是选材不对路。
冲1.2厚的镀铝板,材料很软,模具钢不需要这么高硬度的,重点是冲头不粘铝屑,产品就不会出毛刺,这才是选材的关键。
我们深圳的齐先生,他冲压2mm厚的铝板,冲头用8566模具钢,做了几十上百万的产品了,愣是一点没磨损,从去年用到今年,冲头到现在,愣是没光过刀口。模具钢选对路了,冲压铝板,冲头是很耐冲的。
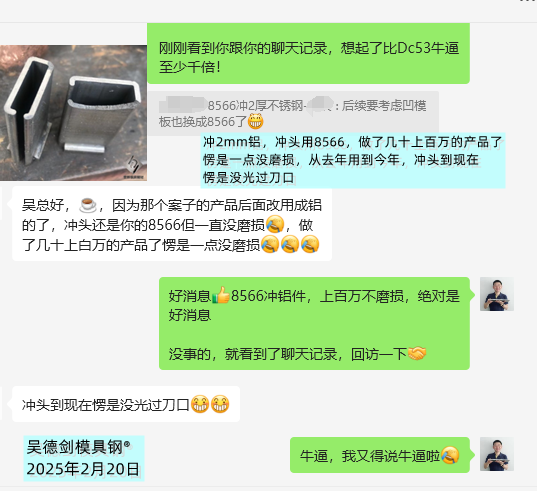
该网友说的,冲的1.2厚的镀铝板,不经得冲呢,起毛刺,冲头M35材料,下模DC53。其实他只要把冲头换成8566的材质,产品就不会起毛刺了,一直冲也没事。
#模具钢大王吴德剑