快捷导航 Quick navigation
联系我们 Contact Us
- 东莞市吴德剑模具钢有限公司
- 联系人:吴经理
- 手机:13925797923
- 邮箱:yufaisteel@126.com
- 地址:东莞市寮步镇井巷村建新路218号
在线客服 Online Service

扫一扫立即咨询



扫码微信咨询
抖音二维码





冷镦后的不锈钢强度变高,材质很硬,无论是冲孔还是冲切下料,冲头和刀口容易崩和断,得用8566防崩钢,否则没法干。直播间收到网友提问,7毫米304圆棒,拍扁4毫米冲5.2圆孔,冲头老是断,推荐一下。
304不锈钢经过拍扁后,强度增加,材质变硬,又是在4mm厚的304不锈钢上冲5.2的圆孔,这是厚板冲压,被冲材又厚又硬,冲头是容易断的,得用抗崩裂性能好的模具钢,在推荐8566防崩钢。
8566是誉辉模具钢专有的一款防崩钢,主力解决模具的崩裂问题;它在冲压的5种工况、6大材质、7大领域积,累过千案例。8566防崩钢的抗崩裂性能是高速钢SKH-9的4倍,D2的2倍,硬度HRC58-60,它能解决D2、DC53、SKH-9等高硬度模具钢无法解决的崩裂问题;特别是在不锈钢冲压、厚板冲压、精冲模具、尖角冲压、窄边冲压、冲压孔径小于板厚的,冲压比例小于1:1的残酷工况,8566模具钢都可以很好地解决模具崩裂问题,并成倍提高模具寿命。
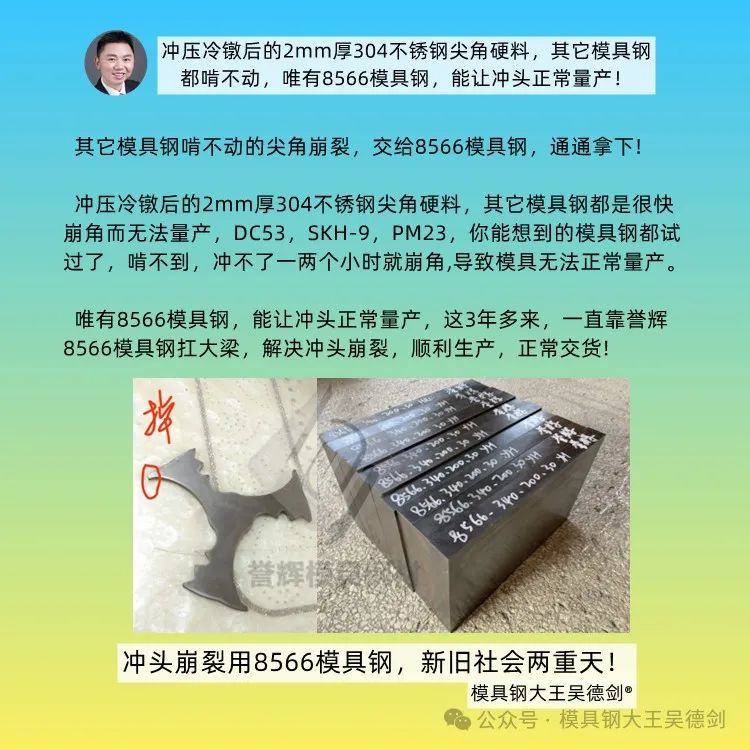
记得我们江苏的何先生,他是冲压冷镦后的2mm304不锈钢,材质很硬,产品又有很多细小窄边尖角,飘出去很多的,因为冷镦后的不锈钢材质变硬,又有2mm的厚度,这是厚板硬料冲压,又有细小窄边尖角,这是集多种恶劣工况于一身,冲头容易崩角,生产没法干。
DC53、SKH-9、PM23都用上去了,可就是容易崩角,冲一两个小时就崩,修冲头换冲头都来不及,生产搞不下去。
何先生找到我之后,我就是给他用我们誉辉专有的8566防崩钢的,现在冲头已经可以正常量产了,这3年多来,何先生冲这种冷镦后的不锈钢,冲头都是用8566防崩钢的,他知道跟我说,还得靠8566扛大梁啊。
是啊,从生产没法干,老板准备放弃,到现在可以正常量产,正常出货,都是8566防崩钢的功劳。正是冲头崩裂,用上8566模具钢,新旧社会两重天呀。
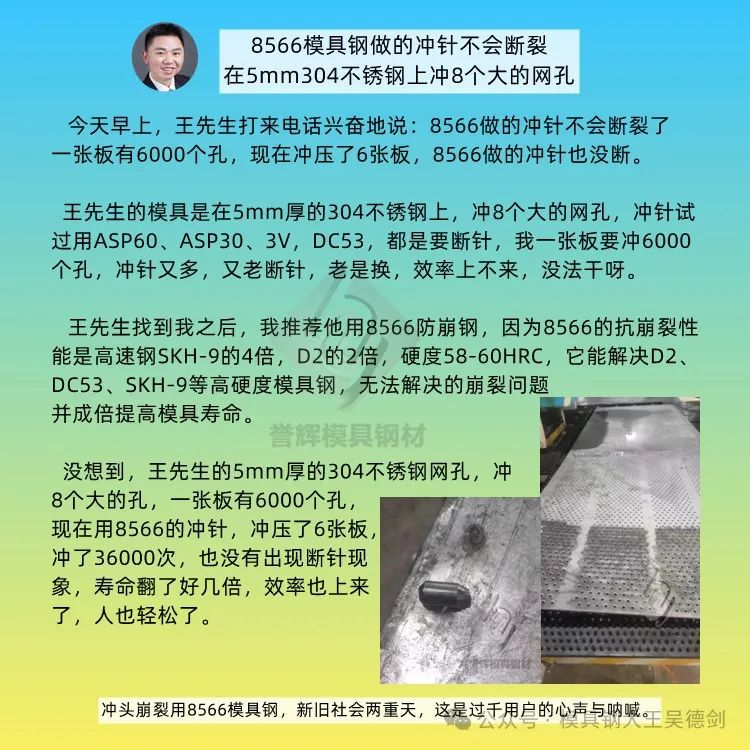
记得我们有个客户王先生,他是在5mm厚的不锈钢上冲网孔,一张板要冲6000个孔,孔径8mm,原来冲针试过ASP60、ASP30、3V、DC53,都是要断冲针,不是这根断,就是那根断,老是换冲针,生产根本没法干。
王先生找到我之后,跟他交流我之后,介于他的冲针主要都是断,得提高冲针的抗崩裂性能,当时是推荐他用8566防崩钢的。王先生了信任我,买了8566圆棒回去加工冲针。
没想到王先生的冲针换上8566防崩钢后,兴奋地告诉我说:8566冲针不断了,我冲了6张板,也没有断过,6张板就相当于冲压了36000个孔。
是啊,王先生在5mm厚的不锈钢上冲8个孔,这也是厚板冲孔,原来的冲针用料已经非常好,粉末冶炼的高速钢60、ASP30、3V都用上去了,却总是断,生产没法干,现在用8566冲针,冲了3.6万个孔都没有断过,这真是冲头崩裂用8566模具钢,新旧社会两重天的效果。
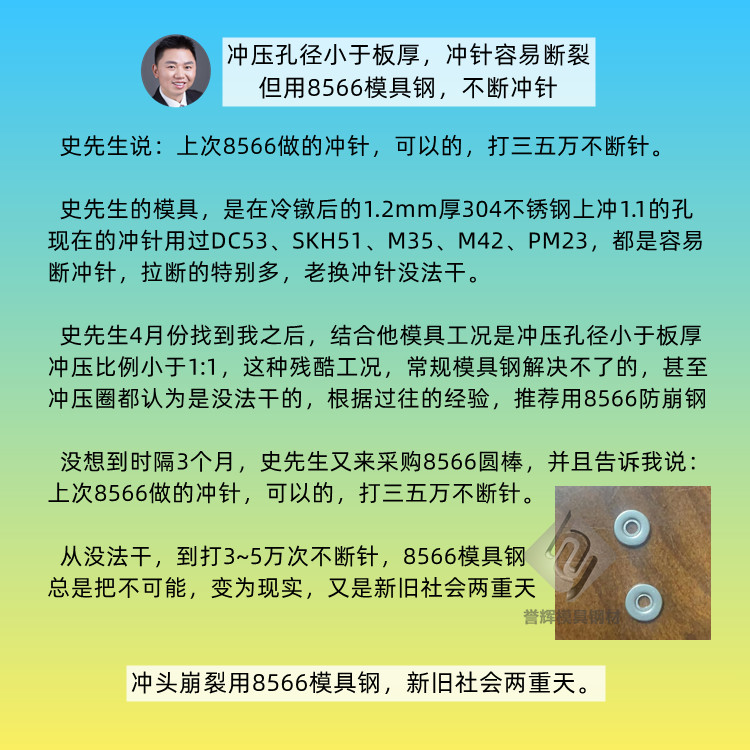
还有我们的史先生说:上次买的8566圆做的冲针,可以的,打三五万不断针。
史先生的模具是在冷镦后的1.2mm304不锈钢上冲1.1的孔,冲针试过DC53、SKH51、M35、M42、PM23,都是容易拉断,老换冲针没法干。
从史先生的反馈来看,8566模具钢把冲针容易断裂没法干,提升到打三五万次不断针,这又是新旧社会两重天的效果。
该网友把7毫米304不锈钢圆棒,拍扁到4毫米,再冲5.2圆孔,冲头老是断的,这也是厚板硬料的不锈钢冲孔呀,对模具钢的抗崩裂性能要求非常高的,介于上面何先生、王先生、史先生的经历,我推荐8566防崩钢,冲头崩裂用8566模具钢,新旧社会两重天,用过的都买账。
***************
我是模具钢大王吴德剑,来自东莞誉辉模具钢,誉辉模具钢,3个世界500强在用,京瓷连续7年采购誉辉模具钢。如果你在选择模具钢材时,有拿不定主意的,或者是现在用的模具钢,模具使用寿命短的,你用了很多种模具钢都搞不定的,那你来找我吧,我已经解决了4000多家企业在模具选材、制作和使用方面的疑难杂症,相信在模具钢选材以及应用方面,我是能够做你参谋长,并且能够让你少交学费的。吴德剑模具钢,正品是最不值得一提的保证。