快捷导航 Quick navigation
联系我们 Contact Us
- 东莞市吴德剑模具钢有限公司
- 联系人:吴经理
- 手机:13925797923
- 邮箱:yufaisteel@126.com
- 地址:东莞市寮步镇井巷村建新路218号
在线客服 Online Service

扫一扫立即咨询



扫码微信咨询
抖音二维码





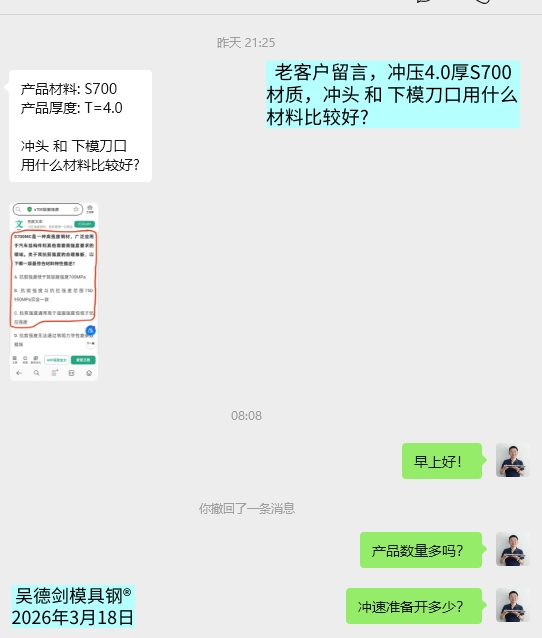
早上收到老客户留言,冲压4.0厚S700材质,冲头 和 下模刀口用什么模具材料比较好?
冲压4mm厚S700高强度钢,这是厚板硬料冲压,选材优先考虑抗崩裂性能,其次是耐磨性。我追问他,产品数量多吗?冲速准备开多少?
得到大概信息后,我回复他,下模刀口主要考虑耐磨性,如果要用价格相对便宜的Cr8Mo2VSi系列的DC53时,硬度只能做58-60HRC,否则容易崩的,保险一点的用8566Ⅱ代加强型,硬度59-62HRC,抗崩裂性能和涂层效果都比DC53好。
冲头主要考虑抗崩裂性能和高强度,可以先用8566防崩钢,硬度58-60HRC,未来容易磨损的,可以做涂层解决耐磨性问题。如果成本够的,冲头可以用PM23粉末高速钢,硬度HRC64-66,硬度高,强度好。
这位客户,每当开发新产品时,模具用料都会来问问我再做决定。就像他自己说的,问了你后,不会踩坑,模具投下去了,一旦不好用,损失的不仅是模具钢,还有加工费,时间也耽误了。
是啊,我是你身边的模具钢工程师,关键是免费的,还不用说谢谢。

#模具钢大王吴德剑