快捷导航 Quick navigation
联系我们 Contact Us
- 东莞市吴德剑模具钢有限公司
- 联系人:吴经理
- 手机:13925797923
- 邮箱:yufaisteel@126.com
- 地址:东莞市寮步镇井巷村建新路218号
在线客服 Online Service

扫一扫立即咨询



扫码微信咨询
抖音二维码





收到黎先生咨询,冲压模具,我有1.5和2.0不锈钢304,但是落料冲到5000件就不行了,毛刺就出来了,冲孔也是一样情况,你看用什么模具材料合适?
细聊后得知,是复合模落料、成型、冲孔,被冲材是1.5和2.0的304不锈钢,一开始是用Cr12MoV,后来用SKD11,还是不行,改善不大,有磨损有崩裂,模具硬度HRC56-58,都是冲5000件左右就出毛刺,想延长模具寿命。

看过他的产品,都是长直边冲压,材料是不锈钢,比较硬,又比较厚,这些工况对模具钢的抗崩裂性能要求挺高的,现在又是复合模冲压,这对模具钢的抗崩裂性能要求就更高了。
但他却选择了碳C含量1.5%的高碳钢,硬而脆是其本性,用于要求抗崩的工况,确实是容易崩的,调低硬度也没用,只能增加磨损,这也符合他现在的使用情况,Cr12MoV和SKD11相差不多,都是冲压5000次左右,有崩裂有磨损。
像这种的厚板硬料的复合模冲压,容易崩裂的工况,应该要用8566防崩钢的。
8566是誉辉模具钢专有的一款防崩钢,主力解决模具的崩裂问题。它在冲压的5种工况、6大材质、7大领域积,累过千案例。
8566防崩钢的抗崩裂性能是高速钢SKH-9的4倍,D2的2倍,硬度HRC58-60,榔头敲变形也不碎,这是客户验证的结果;它能解决D2、DC53、SKH-9等高硬度模具钢无法解决的崩裂问题, 特别是在不锈钢冲压、厚板冲压、尖角冲压、窄边冲压、冲压孔径小于板厚的,冲压比例小于1:1的残酷工况,8566模具钢都可以很好地解决模具崩裂问题,并成倍提高模具寿命。
章先生说:8566确实不错,原先用DC53,只能生产三万左右就要修模,现在能生产十五万左右了。
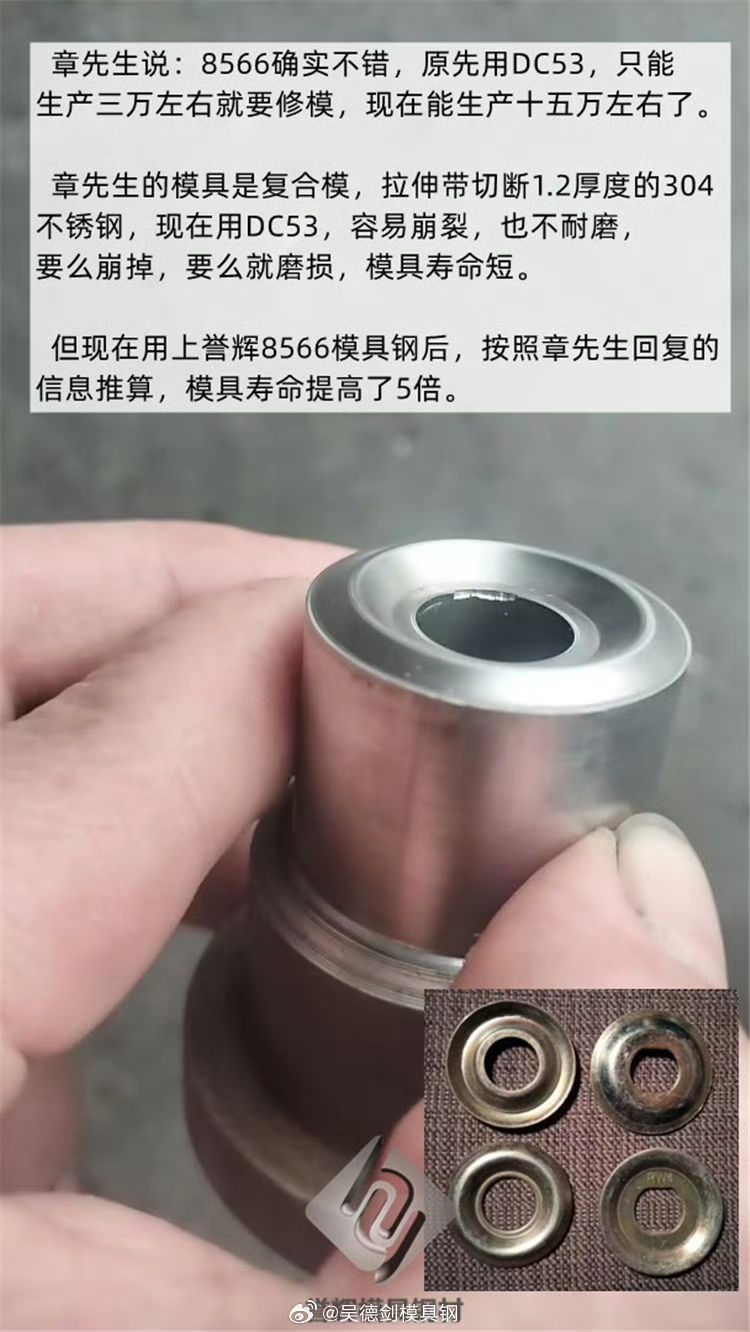
章先生的模具是复合模拉伸带切断1.2厚度的304不锈钢,现在用DC53,容易崩裂,也不耐磨,要么崩掉,要么就磨损,模具寿命短。但用吴德剑8566模具钢,寿命提高了5倍。
所以,黎先生的复合模落料、成型、冲孔1.5和2.0的304不锈钢,现在用Cr12MoV和SKD11,冲5000次就有崩裂和磨损的,产品出毛刺的,这个工况跟章先生的类似,你是应该用8566防崩钢的。
冲头崩裂用8566模具钢,新旧社会两重天,用过的都买账。
#模具钢大王吴德剑